爱游戏直播网页版主营:激光打标机机、激光焊接机、激光切割机、激光清洗机等 咨询热线:18106121175




器,主要是采用QBH接头,低功率连续激光器,有些采用自带准直的QCS接头,对
无论采用哪种接头规格,激光器输出的光束作用于靶材之前都要经过准直和聚焦过程。准直光斑的尺寸往往会直接影响聚焦光斑的尺寸,进一步影响聚焦功率密度和工艺效果。以脉冲光纤激光器为例,一般会用准直隔离器输出,输出光斑的直径一般在6mm~9mm范围内。准直光斑直径具体什么含义?以及光斑直径对后续聚焦光斑形态的影响如何?本文尝试做一些简易的梳理。
光束质量高的光纤激光器输出的输出光斑接近高斯型分布,其光强分布用如下公式表示
其中I0表示中心光强,w表示光强下降到峰值1/e2(峰值的13.5%)的位置的半径。r表示距离光斑圆心的距离(半径)。对任意光束分布,有几种光束直径的定义方式,例如:
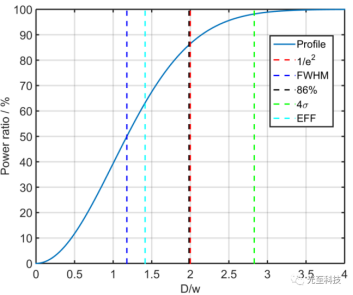
对高斯光束以半径轴做积分,得到功率比例的变化曲线所示。不同意义下的光斑直径D与高斯光束特征半径w之间的比值如图1所示,可见D/w = 2时对应的环围功率占比为86%,工业激光器一般会用86%的环围功率占比来确定光斑尺寸。
准直后的光斑还需要经过振镜和场镜最后作用于靶材表面。波长为λ和光束质量为M2的激光,光束经准直为直径为D的光斑后经过焦距为f的场镜聚焦,则焦点位置的光斑直径为
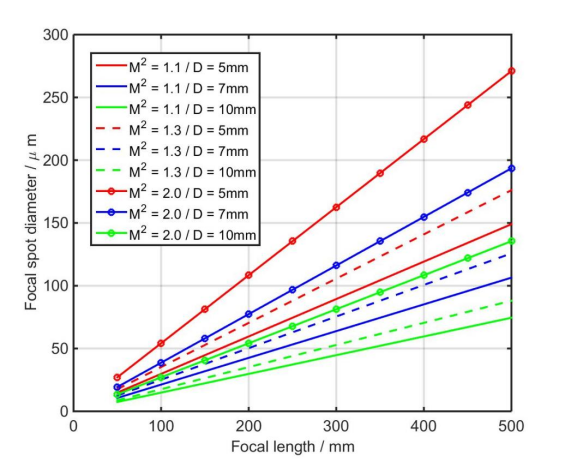
在典型的准直光斑直径和场镜焦距参数下计算焦斑直径如图2所示。可见,光束质量越差,场镜焦距越大,焦斑的尺寸也越大。典型的光斑直径范围在30um到300um之间,焦点位置的激光功率密度相差100倍,根据不同的材料和工艺技术要求需要匹配合适的激光器和场镜参数配置。
在通常的焊接和标记领域,输出准直隔离器一般都会采用7mm的标准光斑直径,适配10mm的振镜镜片,可以以较高的性价比完成普通的工艺技术要求。光至科技在进一步探索行业应用和客户痛点的基础上,针对一些要求比较高的工艺,推出了基于10mm光斑的高光束质量的GMZ系列MOPA脉冲激光器机型,能够大幅度提高氧化铝打黑速度和焊接良率。针对浮锈清洗或者锡球焊的应用,也常常采取4mm~5mm左右的准直光斑。

